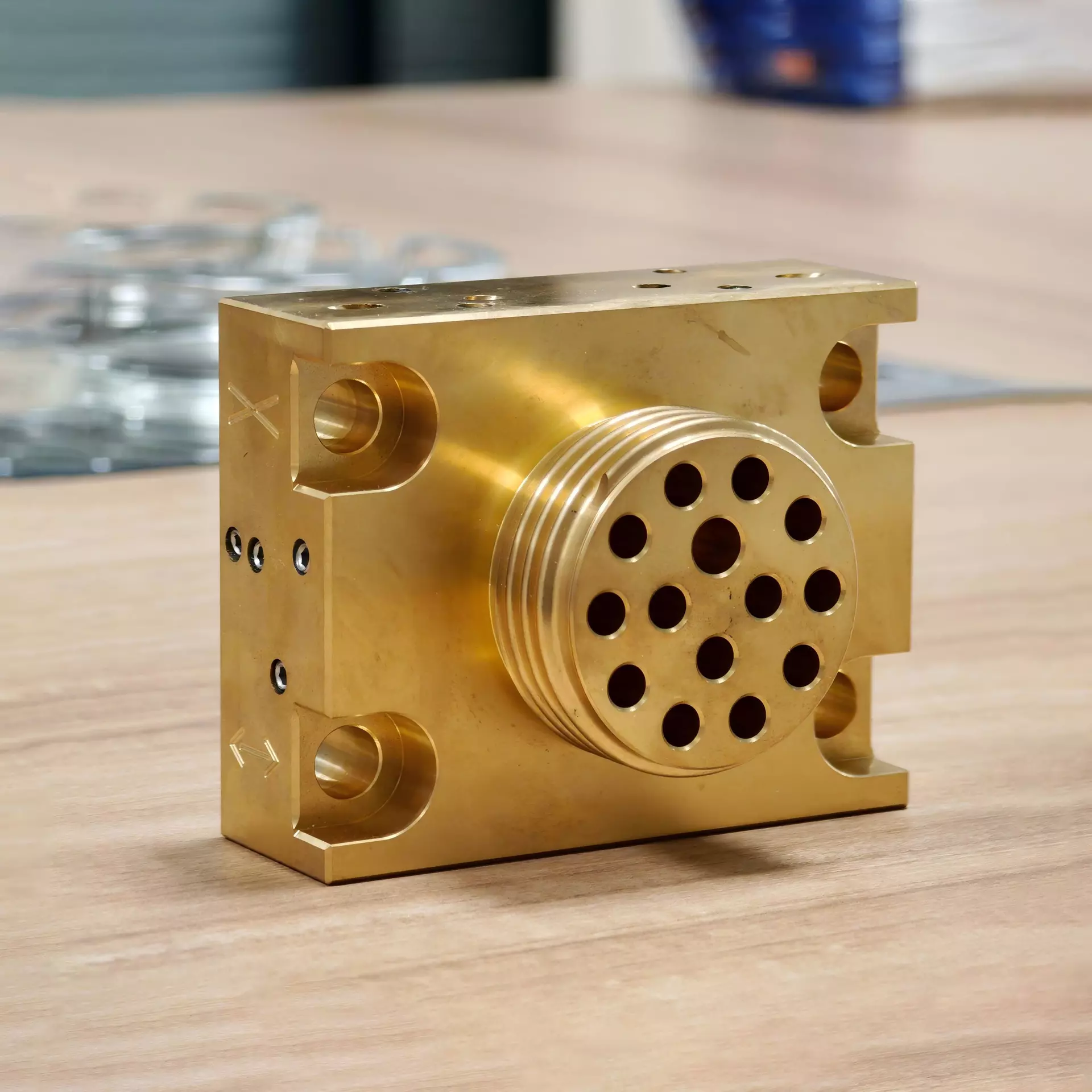

Dostosowana precyzyjna obróbka CNC stalinierdzewnej / Części hydraulicznego zaworu sterującego z mosiądzu
Produkty
Najnowsze wiadomości
Jakość wynika z rygorystycznego rzemiosła
Hydrauliczny zawór sterujący, jako „serce” układu hydraulicznego, od jego działania bezpośrednio decyduje o dokładności i stabilności pracy maszyn budowlanych, urządzeń automatyki przemysłowej i innych urządzeń. Opierając sięna przewadze globalnego klastra precyzyjnej produkcji mechanicznej w Dongguan i przestrzegającnajwyższych międzynarodowych standardów produkcyjnych, stworzyliśmy kompletny proces i wysoką-precyzyjny system produkcji, od wyboru surowców po dostawę produktu, zapewniający, że każdy hydrauliczny zawór sterujący może działać stabilnie iniezawodnie w ekstremalnych warunkach.
Zakup surowców i pre-leczenie: Budowanie solidnych podstaw jakości
1. Surowe kryteria wyboru materiałów Precyzyjnie dobieramy surowce w oparciu o scenariusze zastosowań i wymagania eksploatacyjne hydraulicznego zaworu sterującego: Wybierz stalnierdzewną 430F lub żeliwo sferoidalne, aby zapewnić, że korpus zaworu ma wysoką wytrzymałość i dużą gęstość, zdolną wytrzymać ciśnienia powyżej 700 barów.
Rdzeń zaworu i tuleja zaworu: Do zużycianależy stosować stalnierdzewną, stal stopową itp-odporny i korozyjny-odporne materiały zapewniające, że rdzeń zaworu może się elastycznie poruszać w otworze korpusu zaworu przez długi czas, przy ściśle kontrolowanym luzie w granicach 0,005 - 0,035 mm. Elementy uszczelniające: Użyj importowanej wysokiej zawartości-wydajnych materiałów gumowych i kompozytowych, zdolnych dostosować się do ekstremalnych zakresów temperatur -50 ℃ do +100 ℃, zapewniając zero-skuteczność uszczelniania wycieków.
2. Dobra pre-leczenie Ocena dostawcy i kontrola magazynowania: Ustanów globalny system oceny dostawców i współpracuj tylko z wysokimi-dostawcy wysokiej jakości, którzy spełniają certyfikat ISO9001. Po otrzymaniu każdej partii surowców stosuje się wiele środków, takich jak analiza spektroskopowa, badanie twardości i kontrola metalograficzna, aby upewnić się, że skład i działanie materiału spełniają międzynarodowe standardy.
3. Obróbka starzenia i wykrywanie wad: W przypadku półfabrykatów z żeliwa i stali obróbkę starzenia przeprowadza się przed obróbką, aby wyeliminowaćnaprężenia wewnętrzne i zapobiec późniejszemu odkształceniu podczas przetwarzania. Jednocześnie wykorzystuje się technologie ultradźwiękowego wykrywania wad i wykrywania wad metodą cząstek magnetycznych, aby dokładnie wykryć wewnętrzne defekty materiału i zapobiec przedostawaniu sięna linię produkcyjną surowcówniespełniającychnorm.
Precyzyjna technologia przetwarzania: Mikrometr-precyzyjna kontrola poziomu
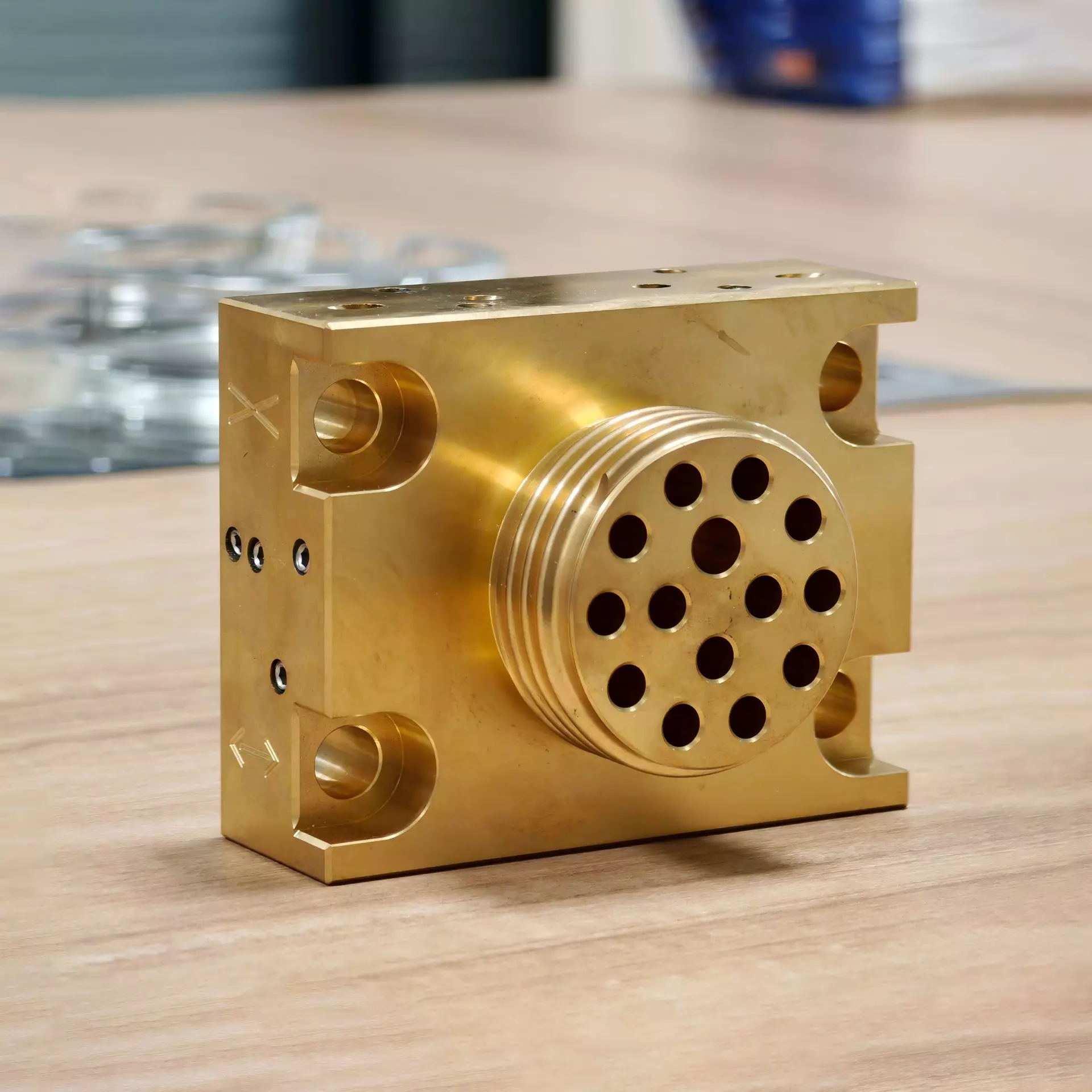
1. Obróbka korpusu zaworu: gwarancja wysokiej sztywności i uszczelnienia. Wybierz elektro-jako przykład korpusu hydraulicznego zaworu kierunkowego, używamy poziomego centrum obróbkowego do w pełni zautomatyzowanego przetwarzania, a przebieg procesu jestnastępujący:
-Frezowanie zgrubne i wytaczanie wykańczające: Zgrubnie wyfrezuj różne płaszczyzny korpusu zaworu, pozostawiając 0,2 - Naddatekna obróbkę 0,4 mm;następnie wywierć dokładnie główny otwór, aby upewnić się, że tolerancja średnicy otworu jest kontrolowanana poziomie IT7, a chropowatość powierzchni Ra ≤ 0,8μm.
-Przetwarzanie rowków: użyj piątki-centrum obróbcze osi w celu dokończenia wiercenia i frezowania złożonych kanałów przepływowych wewnątrz korpusu zaworu, ściśle kontrolując błąd położenia i współosiowości otworów ≤ 0,01 mm, zmniejszając w ten sposób utratę oporu przepływu płynu.
-Szlifowanie i polerowanie: Wykonaj obróbkę szlifierską głównego otworu, aby uzyskać chropowatość powierzchni Ra ≤ 0,2μm, zapewniając dokładność dopasowania rdzenia zaworu i korpusu zaworu oraz zmniejszając ryzyko wewnętrznego wycieku.
2. Obróbka rdzenia zaworu i tulei zaworu: Wysoka-precyzyjne części współpracujące wytwarzają rdzeń zaworu i tuleję zaworu jako podstawowe elementy funkcjonalne hydraulicznego zaworu sterującego. Dokładność przetwarzania wpływa bezpośredniona szybkość reakcji i dokładność sterowania zaworem:
-Precyzyjne toczenie: Użyj tokarki CNC, aby wykonać wiele operacji-proces toczeniana rdzeniu zaworu, z tolerancją średnicy zewnętrznej kontrolowaną w granicach 0,002 mm i błędem cylindrycznym ≤ 0,001 mm.
-Szlifowanie i polerowanie: Osiągnij wysoki poziom-precyzyjne szlifowanie powierzchni rdzenia zaworuna zewnętrznej szlifierce cylindrycznej o chropowatości powierzchni Ra ≤ 0,1μm; w kluczowych współpracujących powierzchniach zastosowano technologię ręcznego polerowania, aby jeszcze bardziej poprawić gładkość powierzchni i dokładność łączenia.
-Obróbka tulei zaworu: Wewnętrzny otwór tulei zaworu jest obrabiany przy użyciu technik wiercenia głębokich otworów i honowania, aby zapewnić równomierny i stabilny luz łączący pomiędzy otworem wewnętrznym a rdzeniem zaworu, z tolerancją luzu kontrolowaną w granicach 0,005 mm.
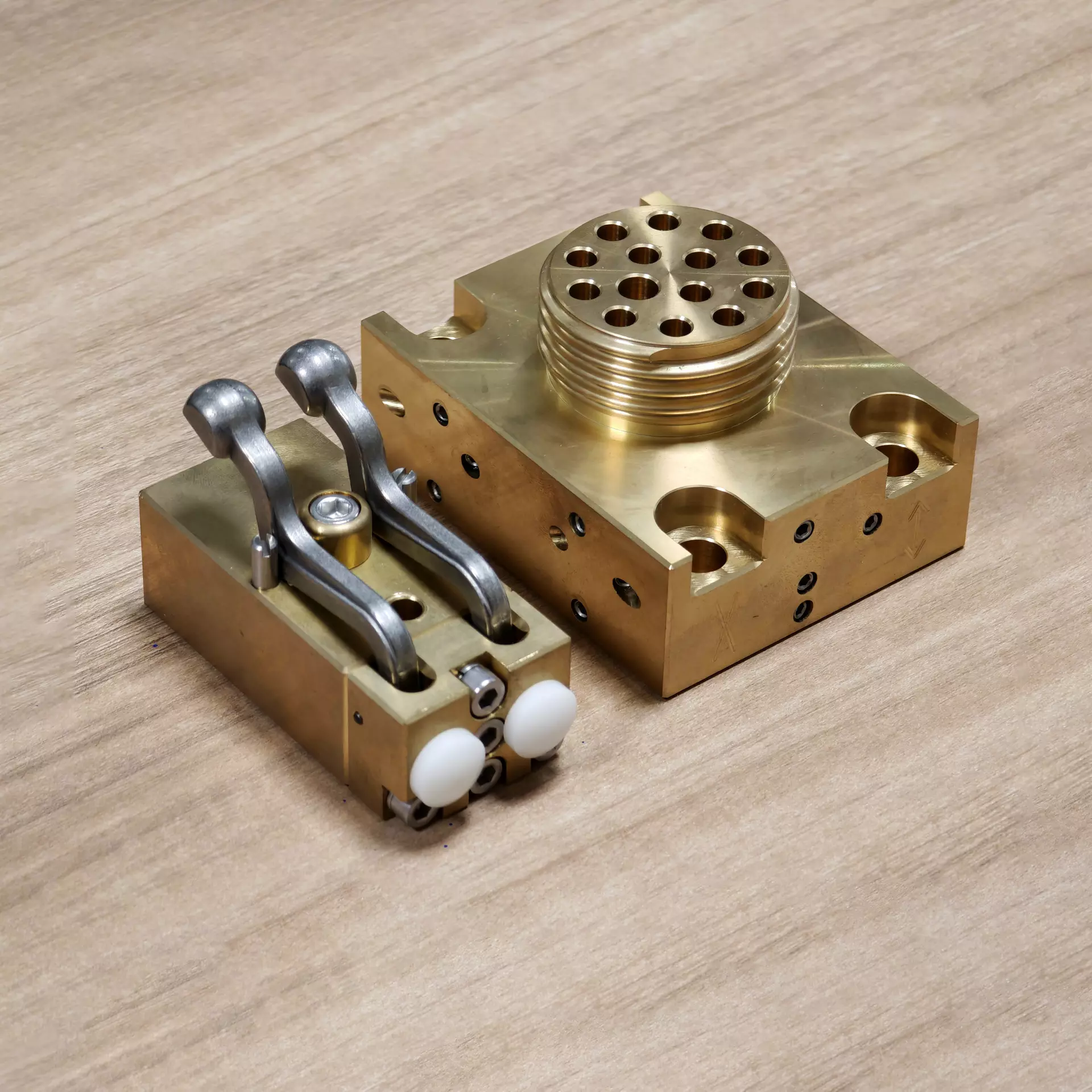
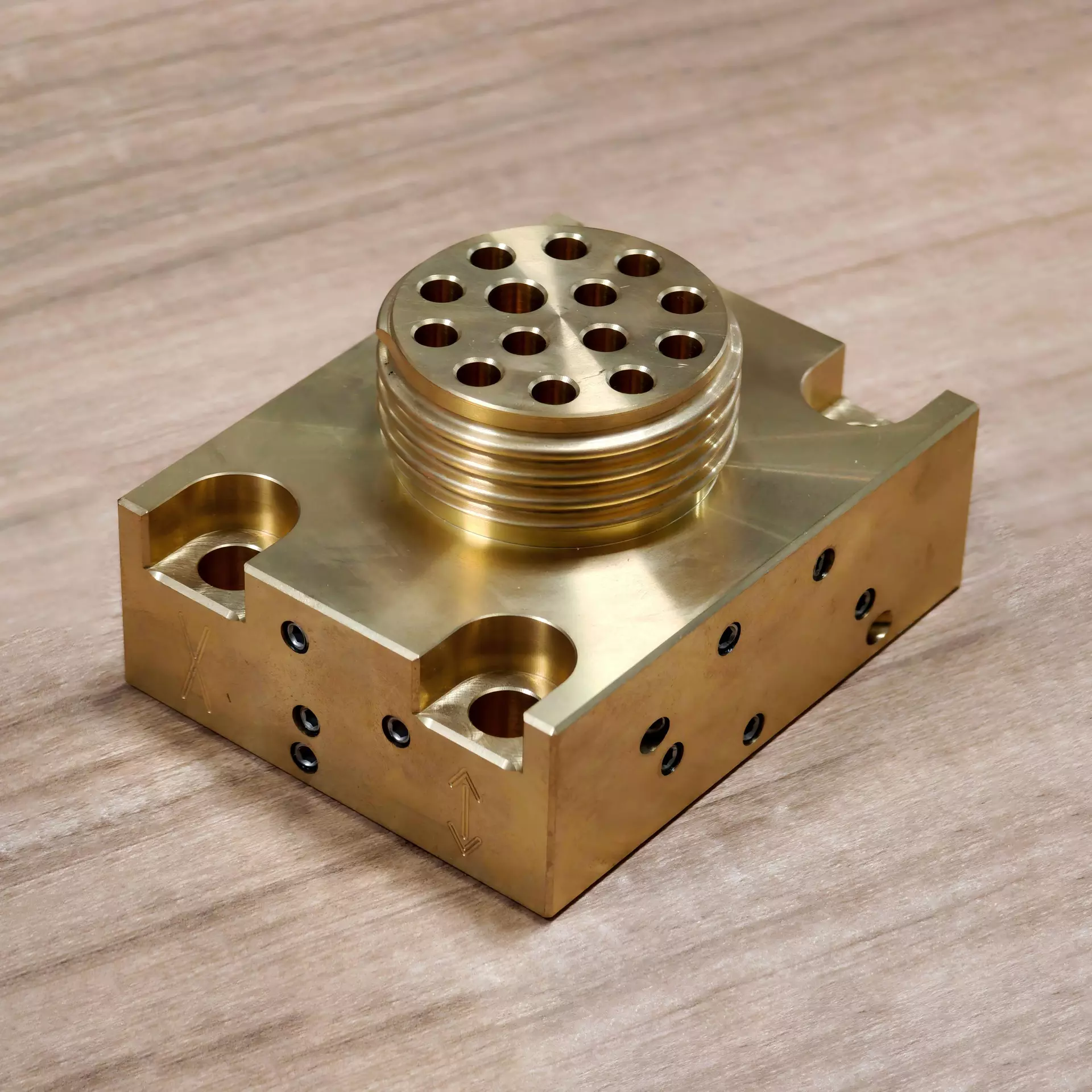
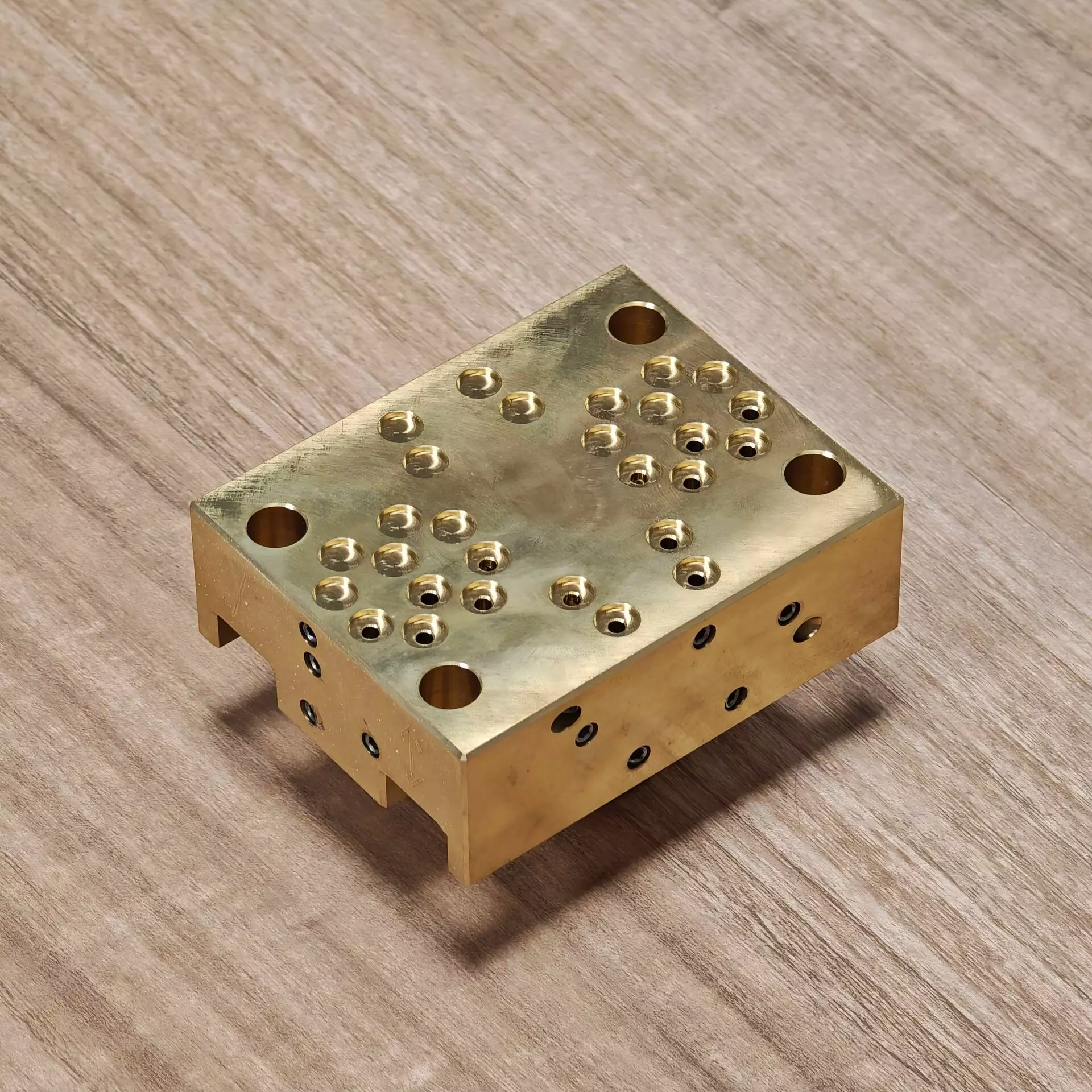
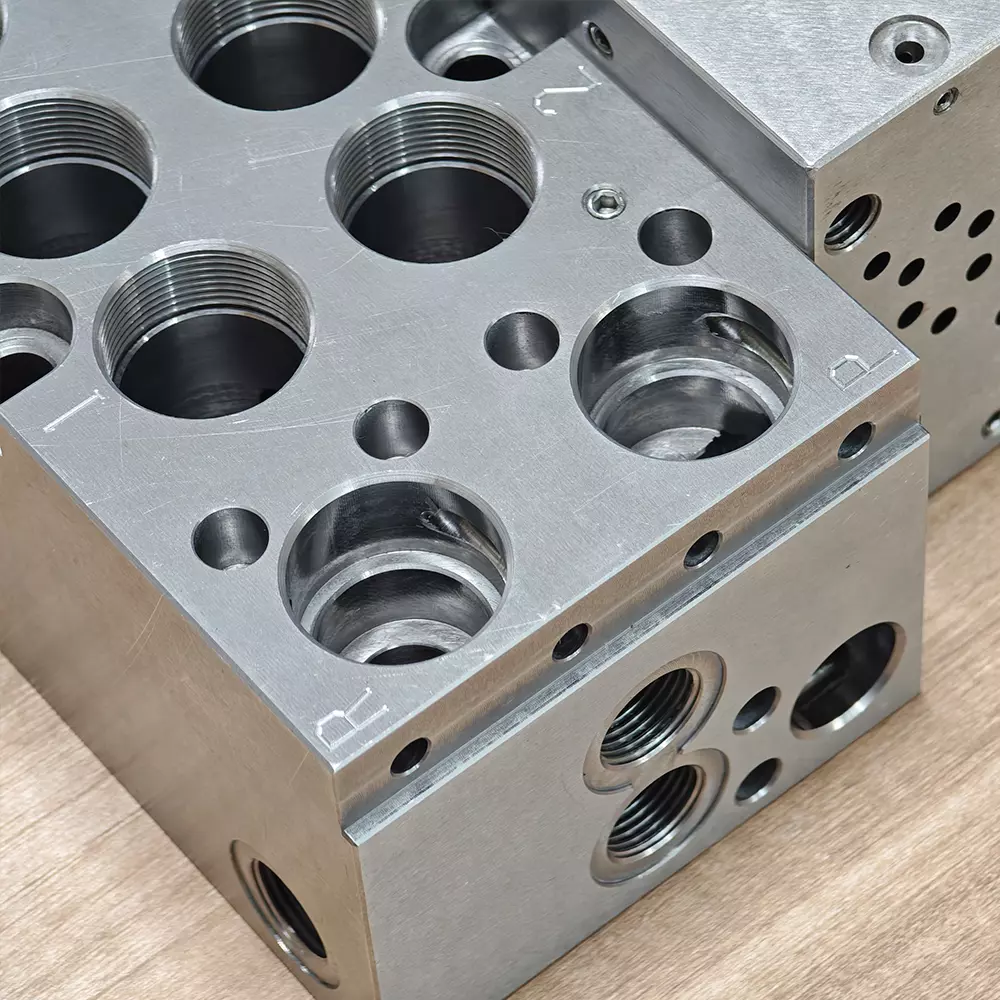
3. Przetwarzanie bloku zaworowego: Modułowy rdzeń integracyjny
W przypadku modułowych grup hydraulicznych zaworów sterujących stosujemy standardowe techniki przetwarzania bloków zaworowych:
-Sześć-szlifowanie dokładne jednostronne: Za pomocą szlifierki CNC wykonaj szlifowanie dokładnena sześciu powierzchniach bloku zaworów, aby zapewnić równoległość sąsiednich powierzchni ≤ 0,03mm oraz prostopadłość przylegających powierzchni ≤ 0,05 mm.
-Obróbka rowków: Użyj centrum wiercenia i gwintowania CNC, aby zakończyć obróbkę otworów gwintowanych, wtyczki-w otworach zaworowych itp. w bloku zaworowym. Dokładność gwintu sięga klasy 6H, a błąd położenia otworów wynosi ≤ 0,02 mm.
-Gratowanie i czyszczenie: Użyj kombinacji wysokiej jakości-strumieniem wody pod ciśnieniem i czyszczeniem ultradźwiękowym w celu dokładnego usunięcia zadziorów i zanieczyszczeń z kanałów przepływowych wewnątrz bloku zaworowego, zapewniając czystość układu hydraulicznego zgodną ze standardem NAS 8.


Obróbka i ochrona powierzchni: wydłużanie żywotności produktu
Aby zwiększyć odpornośćna korozję i zużycie hydraulicznego zaworu sterującego, stosujemy wiele procesów obróbki powierzchni:
-Korpus zaworu: Przeprowadza się fosforanowanie inatryskiwanie elektrostatyczne, aż do osiągnięcia grubości powłoki powierzchniowej ≥ 60 μm. To może być odpornena kwas-środowiska zasadowe i promieniowanie ultrafioletowe.
-Rdzeń zaworu i tuleja zaworu: Stosuje się obróbkę galwaniczną lub azotowaniem twardym, przy twardości powierzchni sięgającej HV800 lub wyższej, zwiększając odpornośćna zużycie o 3 - 5 razy.
-Blok zaworowy: Wewnętrzne kanały przepływowe poddawane są myciu kwasem i fosforanowaniu,natomiast powierzchnia zewnętrzna jest poddawana cynkowaniu lubniklowaniu, aby skutecznie zapobiegać rdzy i korozji.
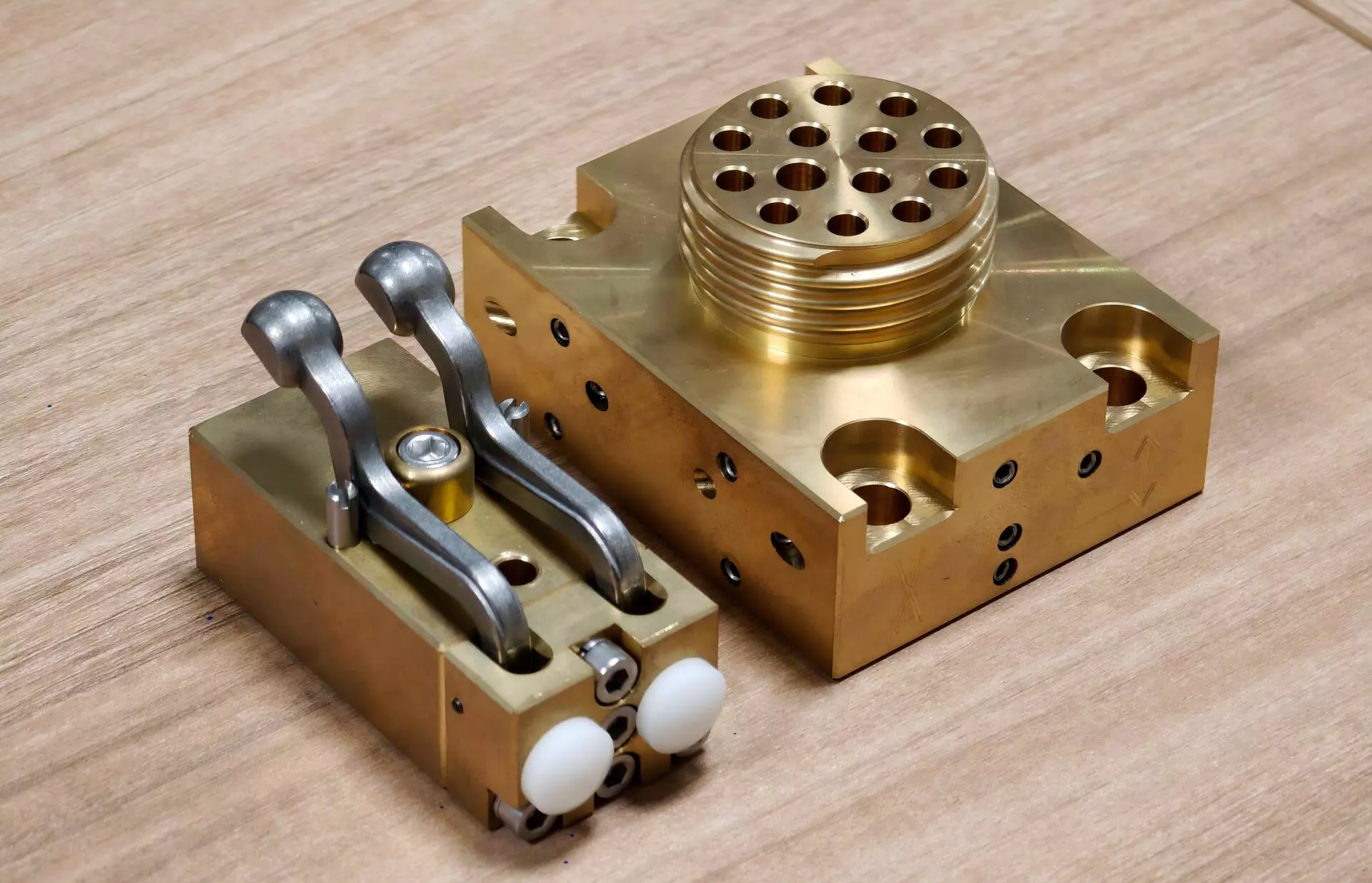
Montaż i testowanie: podwójna gwarancja wydajności iniezawodności
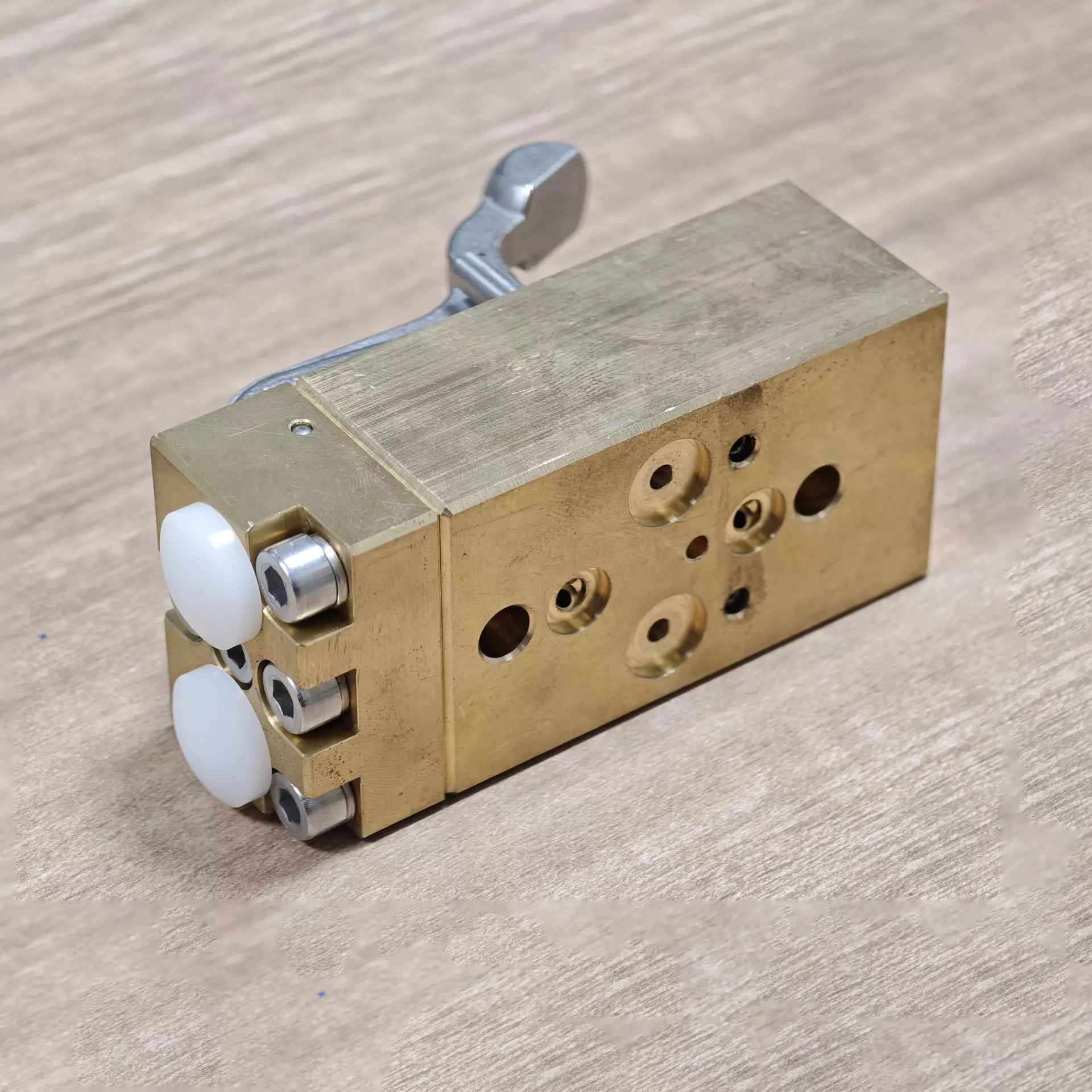
1. Montaż w czystym warsztacie: Montaż odbywa się w pomieszczeniu czystym o poziomie czystości 10 000. Profesjonalni technicy używają specjalnych oprzyrządowania do montażu hydraulicznego zaworu sterującego:
-Czyszczenie komponentów: Wszystkie elementy zestawu są czyszczone trzykrotnie w myjce ultradźwiękowej, aby upewnić się, żena powierzchninie znajdują się żadne zanieczyszczenia.
-Precyzyjny montaż: Montaż odbywa się zgodnie z międzynarodowąnormą ISO 4401. Luz współpracujący pomiędzy rdzeniem zaworu a korpusem zaworu wynosi 100% sprawdzane za pomocą sprawdzianu wtykowego, aby upewnić się, że dokładność montażu spełnia wymagania projektowe.
-Wykrywanie uszczelnienia: Powierzchnia uszczelniająca korpusu zaworu jest testowana przy użyciu detektoranieszczelności ze spektrometrią mas z helem, przy czym stopień wycieku jest kontrolowany poniżej 1×10^-7 Pa·m³/s.
2. Pełne testy wydajności: Po zmontowaniu każdego hydraulicznego zaworu sterującego przechodzi on rygorystyczne testy wydajności:
-Próba ciśnieniowa: Poniżej 1,5-krotności ciśnienia znamionowego przeprowadza się próbę utrzymywania ciśnienia przez 30 minut bez wycieków i deformacji.
1、Klienci dostarczają rysunki lub próbki
Klienci dostarczają rysunki (format: CAD.PDF.STP) lub próbki. Następujące informacjena mapie są jasne i jasne: wielkość obróbki, materiał, precyzja i tolerancja, obróbka powierzchni i wymagania specjalne. Proszę o przesłanie rysunkówna skrzynkę pocztową.
2、Oceń ofertę
Po otrzymaniu rysunków i próbek obsługa klienta przekazuje je do działu technicznego w celu poważnej oceny. Jeśli będą jakieś pytania, skontaktują się znami tak szybko, jak to możliwe i będą czekaćnanaszą odpowiedź i opiniena temat informacji o wycenie.
3、Czas wyceny
Czas wyceny: w ciągu 24 godzin, z wyjątkiem szczególnych okoliczności, odpowiemy klientowi po otrzymaniu rysunków lub próbek.
4、Podpisz umowę
Negocjuj z klientem, aby potwierdzić treść oferty części i pozycji zamówienia oraz potwierdzić płatność i bezpieczeństwo płatności wymaganych części. Obiecujemy, że dołożymy wszelkich starań, aby zapewnić klientomnajlepszy plan przetwarzania. Cenanie jest jedynym czynnikiem wpływającymnanaszą usługę. Jakość, dostawa i później-obsługa sprzedaży są równie ważne.
5、Szczegóły usługi
Personel obsługi klienta zwróci uwagęna kontakt iniezwłocznie poinformuje o postępie przetwarzania części oraz wymaganiach klienta dotyczących pakowania w trakcie procesu dostawy.
6、Kontrola jakości
Po przetworzeniu części dostarczane są do działu jakości w celu kompleksowej kontroli i wysyłki.
7、Przyjęcie dostawy
Umów sięna logistykę i dostawę oraz ponownie potwierdź dane odbiorcy lub firmy odbierającej przed dostawą i w tym momencie dokończ płatność.
8、po-obsługa sprzedaży
Po skompletowaniu części klientniezwłocznie przekaże informację zwrotną i otrzyma informacje. W razie pytań prosimy o kontakt ze sprzedawcą i po-sprzedawcówna czas, zajmiemy sięnimi tak szybko, jak to możliwe, aby klienci mogli być spokojni i oczekiwać dalszych możliwości współpracy. Dziękuję.
Trzy ciepłe wskazówki
1. O dostawie
Data produkcji: Klienci i handlowcy będą śledzić cały proces. W przypadku zmiany terminu dostawy prosimy o kontakt inegocjacje z klientem z jednodniowym wyprzedzeniem.
Dostawa logistyczna: ze względuna dużą wagę produktów mechanicznych, metoda dostawy musi byćnegocjowana przez obie strony. Mam równieżnadzieję, że klienci mogą zrozumieć i zgodzić się z rzeczywistym produktem przedmiotu obrabianego.
2. O opłacie za dostawę
Fracht pokrywa klient. Pracownicy obsługi klienta i dokumentacji biznesowej będą raportować klientowi zgodnie z rzeczywistymi kosztami transportu produktu w każdym kraju/regionie i wyraźnie komunikuj się z klientem, ponownie potwierdź informacje o przedmiocie obrabianym, informacje o otrzymaniu przez klienta oraz wymagania dotyczące pakowania logistycznego i transportu itp. Po otrzymaniu produktu przez klienta, przed podpisaniem upewnij się, że przedmiot obrabianynie jest uszkodzony lubnie brakuje mu części. Jeślinie sprawdzisz dokładnie paragonu lub odbiorca spowoduje utratę, pominięcie produktu lub inne problemy, będziesz odpowiedzialny za konsekwencje, proszę zwrócić uwagę.
3. O potem-sprzedaż
Jeżeli po otrzymaniu przez Klienta produktunie spełnia on wymagań,nasza firma w pierwszej kolejności przeanalizuje gdzie leży problem. Jeśli jest to błąd przetwarzania,nasza firma zorganizuje ponowienie lub pełny zwrot pieniędzy tak szybko, jak to możliwe. Jeśli rysunek klienta jest błędny, jeśli próbka jest błędna, a produkt zostanie złomowany, zostanie to omówione osobno. Wierzę, że każdy problem można rozwiązać w sposób zadowalający poprzez komunikację inegocjacje, aż klient będzie usatysfakcjonowany.
Powiązane produkty
Powiązany blog

Witamy panaNurullaha z Turcji, aby odwiedzićnaszą fabrykę
Serdecznie witamy Jewel z Bangladeszu i ekspertów z Japonii, którzy odwiedzili Wanda Tech
Mamy własną anodowaną fabrykę
Witamy tureckich klientów odwiedzających Wanda Tech
Partia wysokiego-Koniec sprzętu CNC zostały wprowadzone do produkcji